Gallery: Factory Pics
Skip, can you please explain how the factory manufactured its bikes and components?
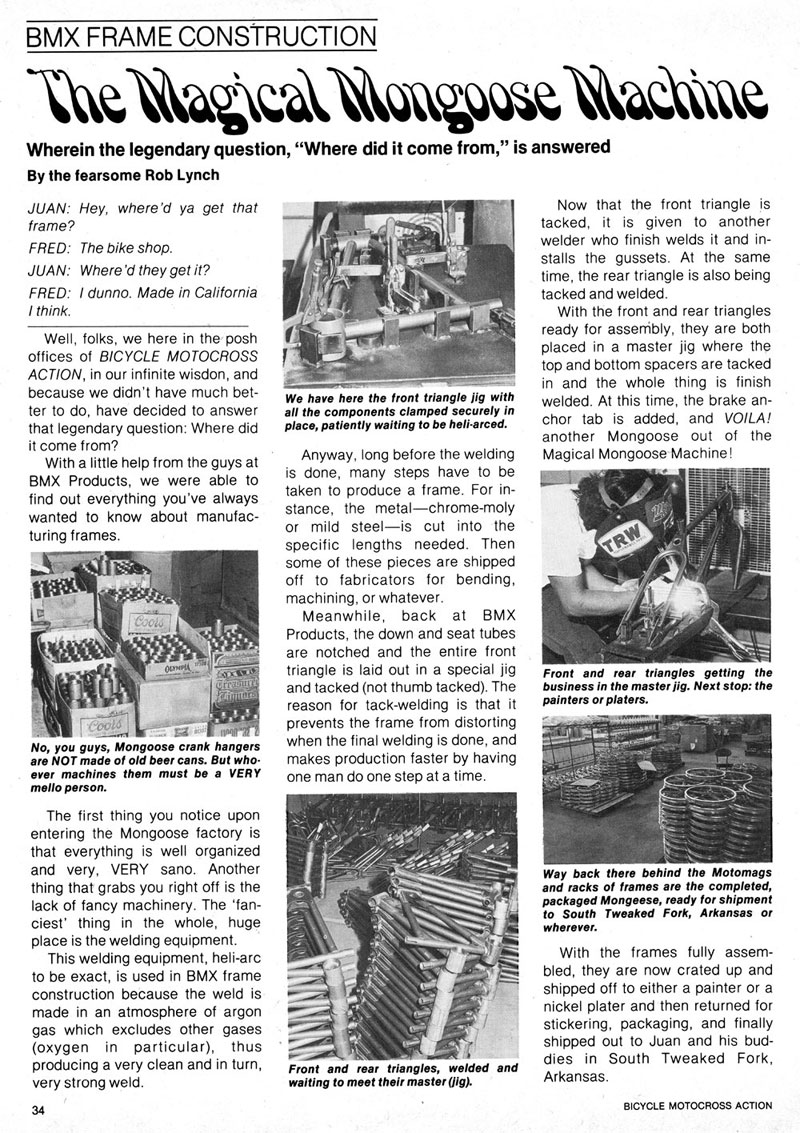
My welders were paid by "piece work" in lieu of an hourly rate. TIG welders were hard to recruit at the time due to aerospace, Redline, Champion and many other welding entities. BMX Products instituted a welding school at our factory to train TIG welders. Hoppy Brooks and Mark Ekvall were the instructors. As time went on our competitors "stole" our trained in-house welders. This was a nuisance, but also a complement. Frames, forks stems and h'bars were calculated by Hoppy to determine the fair quantity per hour. Frames' welding was welded in three stages: front triangles, tail sections and finally triangle/tail joining. Our most experienced welders made frames which required more skill due to the thin wall tubing.
Welding forks and stems forks and stems was a little less difficult. Hoppy could inspect a frame and determine which welder made it. It was like a handwriting analysis, amazing. The stainless bars were welded by another specialty welder. Our welders worked 10 hour shifts. The "piece work" quantities would determine the per shift figures. As our volume grew we had our triangle tubes cut to length and exacting "fish mouthed" and tail section bends sourced outside our plant to keep up with production needs. Individual stations for front triangles & tail sections determined the real per day production. Production control scheduling of weld assembly components was a priority.
Skip
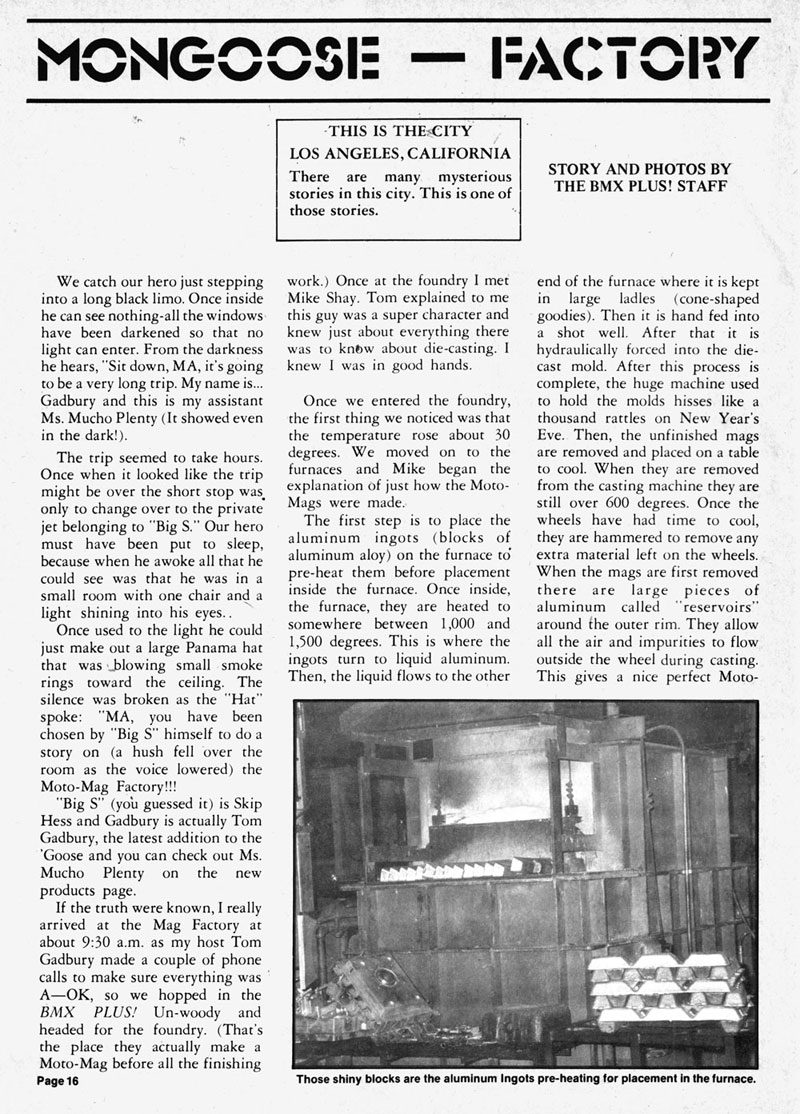
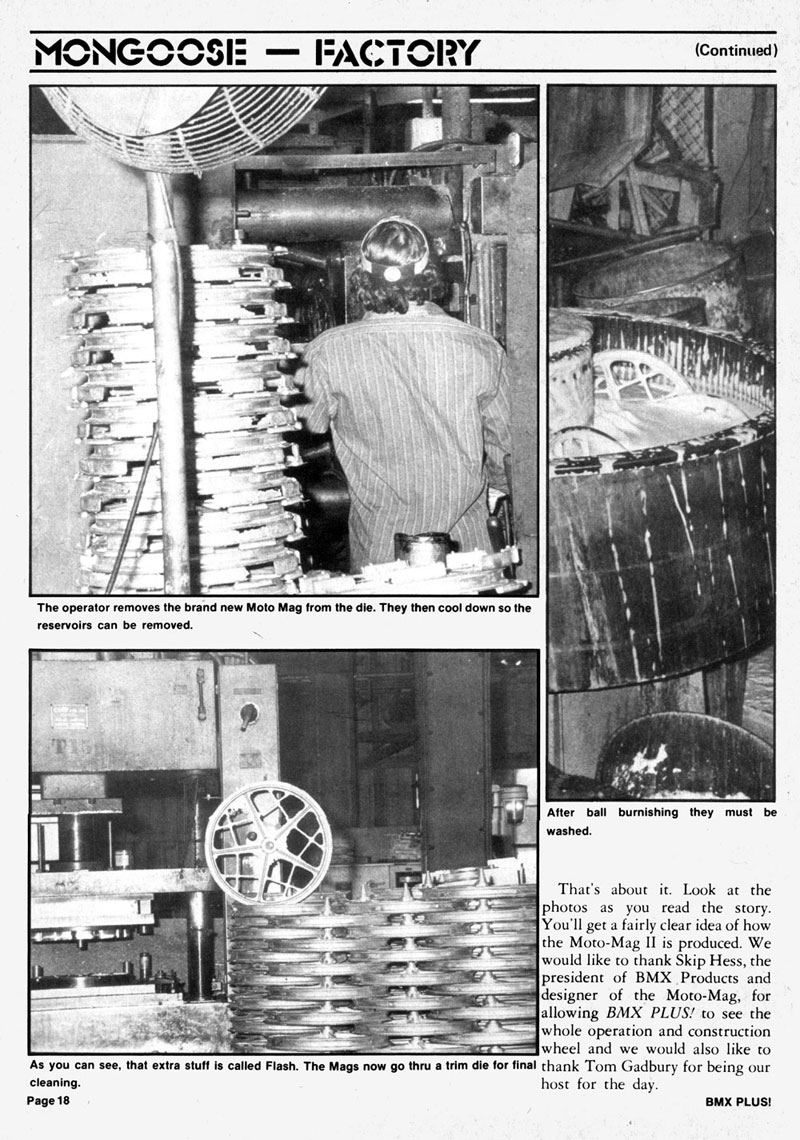
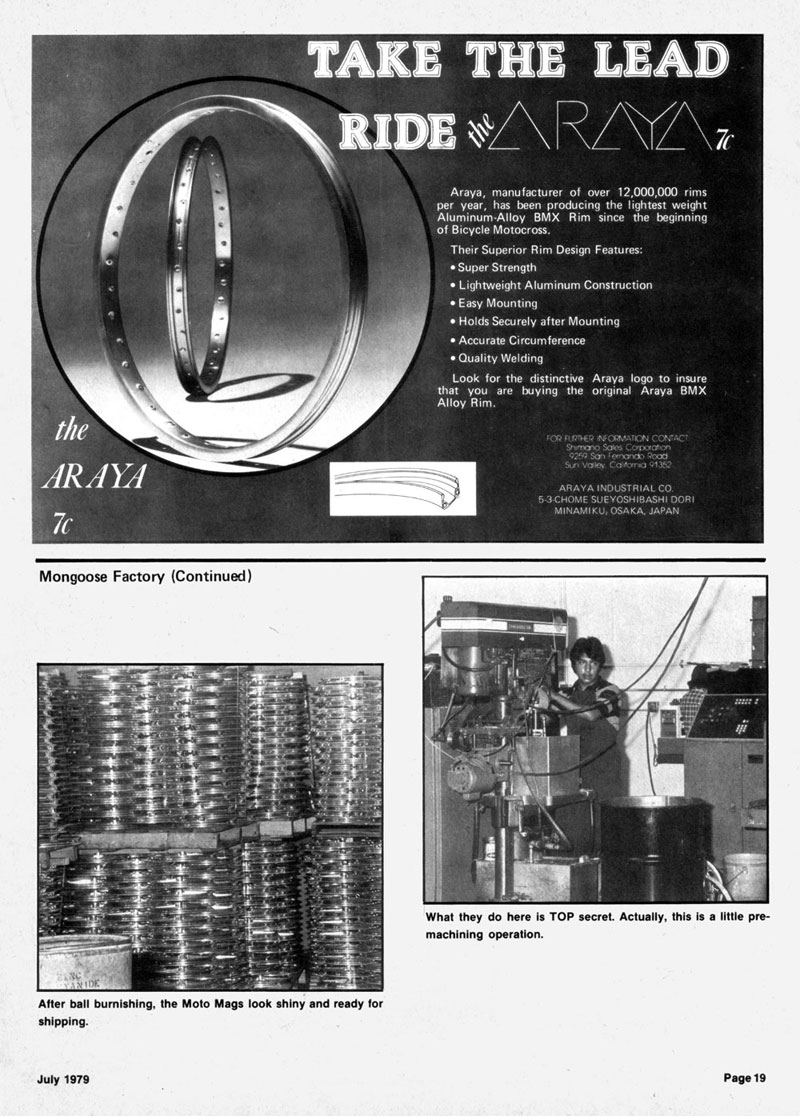
The photos marked "factory-aba" are courtesy of American Bicycle Association circa 1984. "All of the photos were taken in the new Moorpark factory. We had over 30 weld stations and operated a day shift and a night shift to fabricate frames, forks, Gold Stems, SS handlebars and seat posts." "The large mold in photo factory-aba4.jpg was an early, hinged, centrifugal mold that I designed to make Motomag 1's. The other molds shown were parts of Motomag 11 high pressure molds which operated on 4 slides, (note the guide pins)."